Unterabschnitte
Moderne ULSI Technologie stellt extreme Anforderungen an die Reinheit der
Fertigungsumgebung, um eine wirtschaftliche Ausbeute zu erhalten.
Die Erzeugung von integrierten Schaltungen erfordert hunderte
individuelle Prozessschritte. In diesem Kapitel werden die wichtigsten Prozessschritte [6]
erklärt, die grob in zwei verschiedene Gruppen eingeteilt werden. Die erste Gruppe umfaßt jene Prozesse, die die Materialstruktur verändern
(Ätzen, Deposition, Chemisch-Mechanische Nachbearbeitung). Die zweite beinhaltet Prozessse, die Materialeigenschaften verändern,
wie z.B. Ionenimplantation, Oxidation, Diffusion.
Da die meisten Schritte nicht auf der gesamten Siliziumscheibenfläche ausgeführt
werden, ist eine Selektion vorzunehmen. Dies geschieht mittels Lithographie,
die in keiner Gruppe angeführt ist, weil sie für beide notwendig ist.
Lithographie
Lithographie ist der Schlüsselprozess, der für beinahe alle anderen Prozesse
benötigt wird. Mit diesem Schritt werden die Entwurfsinformationen auf
die Siliziumscheibe gemäß den spezifizierten Mustern definiert. Dazu wird
eine strahlungsempfindliche Materialschicht auf die Siliziumscheibe
aufgetragen, ausgehärtet und anschließend einer Strahlung ausgesetzt.
Üblicherweise wird (sichtbares und) ultraviolettes Licht eingesetzt. Zur Erhöhung der Auflösung geht man in immer kurzwelligere Bereiche, es sind
bereits Technologien im Einsatz, die auf Röntgenstrahlen beruhen, oder
gänzlich neuartige Verfahren (Elektronenprojektionslithographie,
Ionenprojektionslithographie), die z.Z. keine Limitierung der Miniaturisierung vorgeben (optische Lithographie 0.1
 m).
Trotzdem sind immer noch einige Probleme offen (Maskenerzeugung, Maskenhaltbarkeit,
Durchsatzerhöhung).
m).
Trotzdem sind immer noch einige Probleme offen (Maskenerzeugung, Maskenhaltbarkeit,
Durchsatzerhöhung).
Nach der Belichtung erfolgt das Nachbacken, um die Form der Muster zu verbessern, besonders Effekte durch stehende Wellen werden
dabei reduziert. Danach wird der Fotolack entwickelt, der bestrahlte Teil
entsprechend der Maske wird entfernt und schließlich wird
noch einmal ein Backverfahren durchgeführt.
Der Ätzprozess dient entweder dazu, um ganze Materialschichten von der
Siliziumscheibe zu entfernen (z.B. das Entfernen der Oxidschicht nach der
Ionenimplantation) oder um selektiv bestimmte Teile des Materials (z.B.
entsprechend den lithographisch erzeugten Maskenmuster) abzutragen.
Dies geschieht fast ausschließlich mit nasschemischen oder trockenen,
plasmaunterstützten Ätzverfahren.
Alle industriellen, nasschemischen Verfahren sind in ihrer Ätzwirkung
richtungsunabhängig (isotrop). Sie besitzen zwar meist eine sehr hohe
Selektivität bezüglich Substrat und Maske, d.h. sie weisen stark
unterschiedliche Ätzraten auf entsprechend dem geätzten Material.
Aber das isotrope Verhalten sorgt für Unterschneiden der Maskenmuster und
begrenzt die Auflösungsgröße auf ca. 1
 m, deshalb wird es nur
noch für unkritische Ätzschritte eingesetzt.
m, deshalb wird es nur
noch für unkritische Ätzschritte eingesetzt.
Trockenätzverfahren sind heutzutage die wichtigsten
Strukturübertragungsprozesse, da sie durch hohe Anisotropie prädestiniert
für sehr genaue Übertragung der immer kleiner werdenden
Maskenstrukturen sind. Dabei verwendet man Gase, die in Plasmakammern dissoziiert
werden, um die Oberflächenreaktion auszuführen, zu katalysieren oder das
Material rein physikalisch abzutragen. Manchmal werden auch Ionenstrahlen
eingesetzt. Die Ätzcharakteristik hängt hauptsächlich vom Druck in der
Plasmakammer ab: je kleiner der Druck, desto besser die Auflösung. Nachteil
dieser Verfahren ist eine kleine Selektivität, die allerdings durch
Steigerung des Kammerdruckes erhöht werden kann, was auch die chemische
Reaktionsrate steigen läßt.
Deposition
Zur Produktion integrierter Schaltungen sind einige Schichten auf die
Siliziumscheibe zu deponieren. Diese Schichten (dünnen Filme) werden Teil der
integrierten Schaltungen, oder dienen als zwischenliegende Schichten, die
während nachfolgender Prozessschritte notwendig sind und später wieder gänzlich
entfernt werden. Die Dicke beträgt zwischen 10 nm und einigen
 ,
die deponierten Materialien sind dotierte Halbleiter, Isolatoren, Metalle und
Dielektrika.
,
die deponierten Materialien sind dotierte Halbleiter, Isolatoren, Metalle und
Dielektrika.
Die wichtigsten Depositionstechniken sind PVD-Verfahren
(Physical Vapor Deposition: Sputtern, Aufdampfen) und
CVD-Verfahren (Chemical Vapor Deposition:
Schleuderverfahren) und Kombinationen dieser beiden Methoden, da diese
folgende Vorteile bieten, wie gute Prozesskontrolle über vielfältige
Prozessparameter, hohe Reinheit der Reaktanten und die große Anzahl der
möglichen chemischen Kompositionen. Da der Depositionsprozess gleichförmig
auf die ganze Scheibe angewandt wird, ist nachher ein Masken- und ein
Ätzprozess notwendig. Für die Metallisierung wird fast ausschließlich
PVD-Deposition verwendet und am Ende dieses Abschnitts behandelt.
CVD-Verfahren basieren auf einer chemischen Reaktion oder einer Zersetzung von
einer Gasphase bei hohen Temperaturen. Typische Materialien sind Polysilizium,
Siliziumdioxid, Nitrid und verschiedene Silikate. In Fällen, wo keine hohen
Substrattemperaturen erlaubt sind, bietet plasmaverbessertes CVD Abhilfe, dabei
besteht die Aufgabe des Plasmas vor allem darin chemisch aktive Radikale zu
erzeugen, die an der Substratoberfläche reagieren.
Oxidation
Mittels Oxidation werden Siliziumdioxidschichten erzeugt, die als Isolatoren
(z.B. Feldoxid zwischen Transistoren, zwischen den
Verbindungsleitungen), und als Masken für Ionenimplantation dienen.
Während des Oxidationsprozesses werden Sauerstoff- oder Wassermoleküle benützt
um Silizium in Siliziumdioxid umzuwandeln. Dementsprechend spricht man von
nasser oder trockener Oxidation. Um diesen Prozess zu verbessern, wird die Temperatur angehoben, zusätzliche Beeinflussung ist möglich mittels
Druck und Substratdotierung.
Die hohe Qualität und die mechanischen Eigenschaften, die mit thermischer Oxidation
erreicht werden, sind die bedeutendsten Gründe, dass Silizium noch immer
das dominierende Halbleitermaterial ist. Hierbei ist allerdings noch
anzumerken, dass gerade für die Verbindungsleitungen zunehmend neue
Materialien mit kleiner Permittivität, sogenannte ``low-k'' Dielektrika, als
Isolatoren an Interesse gewinnen. Diese Materialien haben wesentlichen Anteil an der Verringerung des
kapazitiven Übersprechens, aber die zumeist schlechten thermischen
Eigenschaften (thermische Leitfähigkeit in etwa nur 10% von Siliziumdioxid)
begrenzen ihren Einsatz.
Chemisch-Mechanisches Polieren
Da viele verschiedene Prozessschritte die Topographie der
Siliziumscheibenoberfläche verändern, wird die Oberfläche nichtplanar.
Dies führt vor allem zu Problemen für Lithographieprozesse, weil
nichtplanare Oberflächen eine höhere Fokustiefe erfordern und dies den
Anforderungen von hohen Aperturen der Belichtungssysteme (zur Garantie einer
kleinen Auflösungsgröße) entgegenläuft. Würde man nicht planarisieren,
wäre die Lithographie für die oberen Schichten nicht durchführbar. Deshalb ist nach jedem Metallisierungsschritt eine
Planarisierung durchzuführen, wofür sich chemisch-mechanisches Polieren (CMP)
durchgesetzt hat. Dabei wird ein chemischer Schlamm als Ätzmittel und als
Schleifmaterial gleichermaßen verwendet.
Ionenimplantation
Ionenimplantation ist die am weitesten verbreitete Technik, um Dopanden, die
zunächst ionisiert werden, in zu dotierende Halbleiter zu bringen. Dort werden sie durch Stöße mit den
Atomen des Substratmaterials gebremst und kommen schließlich zur Ruhe.
Die mittlere Eindringtiefe der Dopanden hängt von der kinetischen Energie des
Ions ab, welche sehr genau über die Beschleunigungsspannung kontrolliert
werden kann. Außerdem kann die Dosis sehr genau festgelegt werden. Mit
diesem Verfahren lassen sich flache, niedrig dotierte Schichten herstellen
(im Gegensatz zur Diffusion), man erhält einen einheitlichen Dotierungsverlauf über
der Scheibe.
Diese Technik benötigt allerdings immer eine Temperaturbehandlung, da die
Kristallstruktur des Halbleiters durch den Beschuß mit Ionen beschädigt wird.
Die thermische Nachbehandlung limitiert die Auflösung des eingeprägten
Dotierungsprofils, da dadurch noch kleine Verschiebungen der Dopanden
auftreten. Eine weitere Besonderheit dieser Technik ist das Auftreten
des Channeling-Effektes bei monokristallinen Materialien, weil es durch die
vorgegebene Anisotropie zu weniger Kollisionen kommt und die Eindringtiefe
steigt; diese Schwierigkeit läßt sich allerdings durch eine kleine Änderung des
Einfallswinkels in Bezug auf die Kanalachse im Kristall beheben.
Diffusion
Die Bewegung der Dotieratome gemäß eines Gradienten in einem
Halbleitermaterial wird als Diffusion bezeichnet. Dies geschieht bei hohen
Temperaturen, entweder als beabsichtigter oder als parasitärer Effekt.
Nachdem moderne integrierte Schaltungen seichte Sperrschichten favorisieren,
muss die Diffusion von Dotierstoffen minimal gehalten werden.
Anwendung findet Diffusion in der Halbleitertechnologie, wobei Dotierstoffe aus einer chemischen Dampfquelle eingebaut werden. Dabei wird von der Löslichkeitsgrenze bei der Dotierung von
Silizium aus der Quelle Gebrauch gemacht, um eine definierte Menge an
Dotierstoffen reproduzierbar einzubringen.
Verschiedene Verfahren zur Aufbringung der Metallisierung
Verbindungsleitungen zwischen aktiven Bauelementen sind in zunehmenden Maße wichtige
Bestandteile in integrierten Schaltungen. Sie sind ausschließlich (mit der Ausnahme von einigen lokalen Verbindungen
aus Polysilizium) aus Metall oder Metalllegierungen gemacht, die zwischen
Siliziumdioxid oder anderen Dielektrika untergebracht sind.
Abbildung 1.1 illustriert deutlich die hierarchische Skalierung
einer typischen Verbindungsstruktur.
Abbildung 1.1:
Querschnitt durch eine Verbindungsstruktur
![\begin{figure}{\resizebox{0.57\textwidth}{!}{\includegraphics[{clip,angle=0}]{quer}}}\end{figure}](img12.png) |
Abbildung 1.2:
Konventionelles Verfahren (Al): Die positive Maske gibt die Struktur für
das Metallätzen vor. Dielektrische Deposition folgt, abschließend wird ein
CMP Schritt durchgeführt.
Damascene Verfahren (Cu): Die negative Maske dient als Vorlage um nach dem Ätzen
des Dielektrikums und dem Entfernen der lichtempfindlichen Schicht Metall zu
deponieren. Nach dem CMP Prozess folgt die dielektrische Deposition.
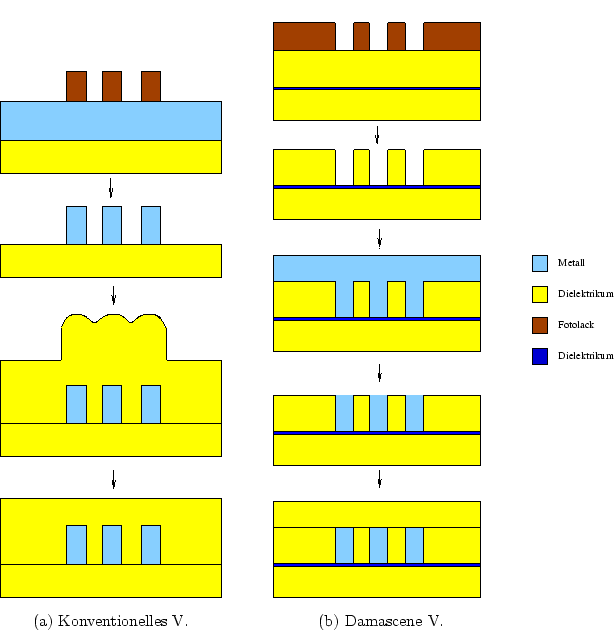 |
Abbildung 1.3:
Damascene Verfahren: Entsprechend dem Muster wird das Via geätzt,
mit Metall aufgefüllt, planarisiert (Metall CMP Schritt), Nitrit und
Dielektrikum deponiert, anschließend Photolack aufgetragen, belichtet, Dielektrikum
geätzt, Leiterbarriere und dann Cu aufgebracht, abschließend ein Metall CMP
Schritt.
Dual-Damascene Verfahren: Nach Aufbringen des Dielektrikums und einer
dielektrische Barriere (z.B.  ) mit Photolack beschichten, belichten,
wo später Vias entstehen, wird freigeätzt und neuerlich ein Dielektrikum
deponiert. In einem selektiven Ätzschritt legt man das gesamte Via
frei. Das Via wird gemeinsam mit der obenliegenden Metallschicht aufgebracht,
abschließend folgt ein Metall CMP Schritt.
) mit Photolack beschichten, belichten,
wo später Vias entstehen, wird freigeätzt und neuerlich ein Dielektrikum
deponiert. In einem selektiven Ätzschritt legt man das gesamte Via
frei. Das Via wird gemeinsam mit der obenliegenden Metallschicht aufgebracht,
abschließend folgt ein Metall CMP Schritt.
![\centerline{%
\begin{minipage}[b]{0.236\textwidth}\centerline{\hss\resizebox{\li...
...scene Verfahren erm''oglichen Vias und Verbindungsleitungen
%in einem Schritt\}](img14.png) |
Die Abb. 1.2 stellt einem konventionellen Verfahren das Damascene-Verfahren
gegenüber.
Dual-Damascene Strukturen haben den Vorteil von geringeren Kosten als
andere Verfahren, da der Dual-Damascene-Prozess in einem Prozessschritt sowohl den Leiter als
auch das Via formt (Abb. 1.3). Daher ist nur eine Metallschicht aufzubringen und ein Metall CMP Schritt
für jede Schicht der Verbindungsleitungen erforderlich, woraus weniger
Prozessschritte notwendig sind als für Single-Damascene-Verfahren.
Dual-Damascene ermöglicht weiters geringere Via-Widerstände und
verbesserte Zuverlässigkeit durch Verringerung der Grenzschichten im Via.
Die Deposition der Verbindungsleitungen erfolgt praktisch ausschließlich
mittels PVD-Verfahren, wobei Sputtern erste Wahl bei Al ist. Dabei erfolgt ein
Bombardment mit energiereichen Ionen auf das Target in Kammern mit niedrigen
Druck. Diese Moleküle verbinden sich dann mit der Siliziumscheibe.
Auch Verbundmaterialien (TiN, TiW, ...) lassen sich durch Sputtern
zuverlässig aufbringen.
Alternativ zu diesem Verfahren lassen sich die Teilchen auch aus einer
Dampfphase auf die Siliziumscheibe abscheiden, oder elektrochemische Depositionsverfahren anwenden. Bei Cu verwendet
man ``Electroplating'' (galvanische Abscheidung) nachdem mit PVD ein
``seed-layer'' aufgebracht wurde. Als Beispiel eines
elektrochemischen Depositionsverfahren sei hier [7] angeführt: Die Aufbringung dünnerer CVD-Cu-Schichten gefolgt von einer dickeren
PVD-Cu-Schicht demonstriert hervorragende Fülleigenschaften von Vias in
Cu Dual-damascene Verbindungsleitungen und ermöglicht
gute Strom-Spannungsverhalten der Vias.
C. Harlander: Numerische Berechnung von Induktivitäten in dreidimensionalen Verdrahtungsstrukturen